

Completed - 2010 to 2015
Welkom Industrial Controls are doing projects since 1988. Never has a project been left incomplete from our side.
We are a committed team. The following is a list of highlighted projects that we have done over the last 5 years.



To move ore from underground to the surface it needs to be loaded from ore-passes to the vertical conveyance (winder).
The ore loading system handles this loading action. The flasks are loaded with the conveyors. Load cells are used to
measure the weight to be loaded. If the vertical conveyance stops, the flask doors open and the skip is loaded. At the
same time, the top skip will tips its load. The action between the two points, the controlling of loading and interlocking was
done with a Momentum PLC’s and Schneider HMI’s. Yaskawa Variable Speed Drives were used to control the conveyors.
These drives were interfaced to the PLC via Modbus.
Savuka Ore Loading 102 Level - April 2010
Three compressors guide vane control and anti-surge Moore Controllers were upgraded in this project. The Moore
controllers information was pulled to the excising Wonderware SCADA. Air Stations were installed all over the
underground areas on various underground levels. The stations use Momentum PLC with E+H mass Flow Computers.
The upstream, downstream, air mass flow and air usage are displayed on the SCADA system. This information is also
logged on an Industrial SQL Server.
Air Control System Bambanani - July 2010
This project consisted of the upgrade of two surface fans. These fans have synchronous motors with a 1000A generator
to keep the motors synchronized. A liquid starter is used to start these motors. The PLC design was a one button start.
As in most of our projects only one button can be pressed and the complete system will start and take over control. The liquid controller
and excitation is controlled by the PLC. A Magelis HMI is used for the local information. This information on the PLC has
been added to the mine excising SCADA.
Surface Fans Tau Tona - August 2010
This was a green field project. What a pleasure. Most of our work is to upgrade old systems to newer ones. On
this project Welkom Industrial Controls did the design from the MV 6.6kV feeders down to the instrumentation
and building power reticulation (lights and plugs). Three chillers needed to be supplied with 6.6kV for their starters.
BackNet network from the chillers was converted to Modbus TCP/IP and interfaced to a Quantum PLC. All the auxiliaries
like the evaporator and condenser water pumps were controlled via the PLC. Soft starters were installed on all the pumps
and water cooling fans. Automatic recycle valves and water pumping to a Bulk Air Cooler was added and controlled by
the PLC. All of the information was added on the mines Wonderware Intouch SCADA.
Redbase Surface Fridge Plants (Masimong) - April 2011
Two 3.5 MW compressors were upgraded for a DSM energy saving project. All instrumentation, MCC, PLC control
was done by us. Allen-Bradley PLC’s were used. We used a Schneider Electric HMI touch screen to interface to the
Allen-Bradley PLC’s. This gives the compressor design the same feed as the other sites. This helps to keep the
compressor design feeling the same. Moore Controller’s are used for the anti-surge protection. Prosoft modules
Modbus TCP/IP was added to the Logix 5000 rack to interface to the TeSysT motor protection controllers and
the Moore controller. Air Stations with control valves were also added. CompactLogix PLC’s were used to
control the PID loops of the control valves.
Nyala Compressors - June 2011
Automatic control valves were installed on levels underground. These control valves are controlled via Allen-Bradley
CompactLogix PLC’s. The upstream, downstream pressure, air flow and valve position and condition were recorded. This
information is displayed at the mines control room. By closing the valves, the amount of air flow is reduced. This will
force the compressors to cut back on the guide vanes. Electrical energy is saved.
DSM Air Optimisation Phakisa - July 2011
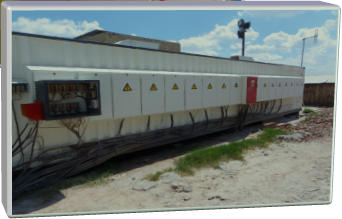
This was a complete project from replacing the old MV with a new MV switch gear down to a new PLC and MCC panels.
All the instrumentation, cables and junction boxes were also replaced. On this project Welkom Industrial Controls
developed a software model to schedule and control the compressors set points. The control module also opens and
closes valves underground to reduce air usage. This forces the compressors to cut-back and save energy. This control
module was implemented into the Wonderware SCADA system. There are no additional software or servers. The module
uses the INSQL database for the rules and control commands. This is a very cost efficient design. There were three
VK32 DEMAG compressors,of which two have synchronous motors and the other an induction motor with a resister
starter. The two synchronous motors use an auto transformer or a reactor starter. The PLC software was designed
to select the specific starter. All the controls are hardware interlocked for the starters. In this project we do not use
a Moore controller for the anti-surge. The complete anti-surge protection was build into the PLC. This saves on
cost for the Standalone Moore controller. The performance of the surge controller was actually faster in the PLC than
the Moore Controller. It uses a 434A Quantum PLC.
Unisel DSM Air Optimisation - May 2012
The project was also an energy saving project. Two 4MW compressors were upgraded with new instrumentation, PLC’s
and MCC. The MV starters were also re-wired and improved. A Micom P241 protection relay was installed on the
synchronous motor and a P225 relay on the induction motor.
Air Control System with Compressor Control (Masimong) - August 2011
This was a slime dam, reworked project done by Harmony. Old dams Brand A, Dam 21 and H1 needed to be reworked and the
residue needed to be pumped to St Helena. Water pump stations, slime pump stations, intake, thickeners and residue
needed to be monitored. M340 PLC’s were used for the job. DNP3 modules were added to the PLC rack to handle data/time
data from the 13 remote sites. Small Magelis HMI’s were installed at the sites for local data viewing. A Top server DNP3
driver was used to interface to the remote sites. A Vodacom APN for the client was created and all the information from and
to the remote sites is ethernet IP. Westermo routers were used. IPsec VPN is used to secure the data. Take note this is a
private APN and no data information is on the internet. We struggled a bit with Vodacom in the beginning to
understand our routing need. After a while we sorted out all the issues and the system worked very well. We moved away
from radio telemetry systems. Remote programming of the PLC’s and HMI’s is possible from any site, with routing over
the APN.
Phoenix 500 - January 2013
On this project the old Allen-Bradley PLC5 processors were upgraded to new Logix 5000 PLC’s. The old I/O was still used
with new analogue modules in the main racks. The PLC programs were re-written to improve the compressor controls
and to add new futures. The overall compressor protection was improved. All the information was changed on the SCADA
to the new PLC’s. Air optimization control valves were installed on all of the active mining levels. CompactLogix PLC’s
were used for the job. Upstream, downstream and air mass flow information was wired into the PLC’s. Water and settler
information from old PLC’s was moved to the newer ones. The information was added on the SCADA system.
Air Optimisation (Tshepong) - March 2013
Welkom Industrial Controls has done a lot of small surveillance camera systems in the past. This was a new challenge
with the FLIR thermal cameras. With a combination of industrial equipment, PLC’s, redundant fibre network, we have
taken surveillance to a new level. The system uses +- 30 cameras from day/night with IR lights to thermal image cameras.
Video analytics was implemented to analyse the video feeds to identify intruders. Events and information is relayed to the
control room with remote I/O. A M340 PLC’s is the main automation controller of the system. UPS’s and a backup generator
are part of the system. All this equipment can be monitored over the fibre network, together with live and historical video
event clips of intruders. An OPC server was used to retrieve network and UPS information (SNMP) and pushed the information
via Modbus TCP/IP into the M340 PLC for alarming and events on a Magelis HMI.
Fence Protection System (Thermal Cameras) - May 2013
For this project M340 PLC’s were used. Four pumps on two levels were automated. New instrumentation, junction
boxes, MV protection (Micom P225) relays were installed. Automated delivery valves were supplied and installed.
Process information was added on a Wonderware ArchestrA System. Welkom Industrial Controls has supplied
this SCADA system on a previous project. The complete system and design was done by us.
DSM Pump Station (Target 3 Shaft) - June 2013
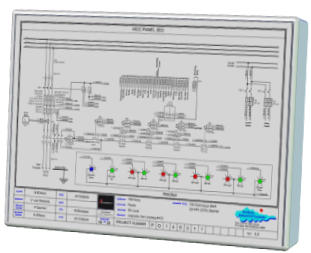
An old generator, with not a lot of running hours, was moved to a new location. The controls and protection was upgraded
to a PLC system. The alternator is 500VAC and this was stepped up to 6.6KV and fed into a MV breaker feeder panel. The
main, transformer, generator and the four load breakers are automatically controlled by the PLC. Hardware interlocking and
safety check equipment is used to protect the installation. A Micom P342 generator protection relay is used and interfaced
to the PLC via modbus, through EGX converter. PM750 panel meters were installed on all of the electrical panels. Micom
P123 protection relays were installed on all of the MV panels. A Woodward ProAct ISC speed governor is used to control the
60L V16 diesel engine. This is a 100% automated system that will test the generator from time to time, if no emergencies
occur. The starting and control battery systems will test them weekly to prevent unwanted surprises. All generator
systems use these concepts, from small to big.
1.5 MVA Generator - December 2013
This was a DSM energy saving project to stop the fridge plants between 18h00 and 20h00. Two MCC’s were supplied with
TeSysT motor controllers. A Quantum PLC’s was used to control the auxiliary water pumps for condenser and evaporator
flows. The plant was controlled by a separate Quantum PLC. These two PLC’s share information via Modbus TCP/IP.
The complete plant control, temperature, high condenser pressure, low evaporator pressure and high current controls
were embedded into the PLC program. There were additional hardware safeties installed to protect against PLC failure
(Old School).
DSM Bambanani Surface Fridge Plant - April 2014
The mine moved an old compressor from a demolished site to Masimong. The 4MW compressor needed new
controls, instrumentation, MCC and MV panels. Existing MV panels were modified for an auto transformer starter
and the correct protection was installed on the panel. A new MCC was built with a PLC panel and junction boxes.
Quantum PLC and a Moore Controller were used. All electrical and instrumentation cables were installed by Welkom
Industrial Controls.
Compressor Installation (Masimong) - October 2014
A fibre network was installed on a Harmony Gold Plant. This network uses Hirschmann MS30 network switches and has
a redundant ring topology. The plant process cameras and PLC controls use this network.
Fibre Optic Network Installation - November 2014











































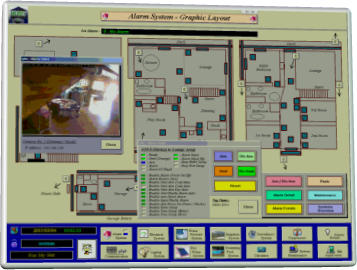
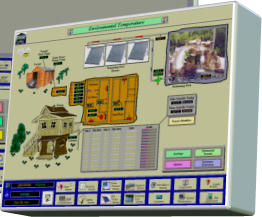
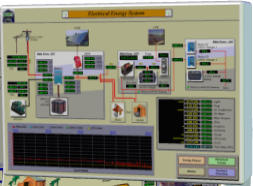
Welkom Industrial Controls has decided to develop a complete home automation system. This system uses a PLC with
remote I/O as the main processing component. The alarm, electrical energy management (utility, generator, solar grid-tie
with and grid-interactive solar for backup), lights, water pressure, hot water circulating system through the house, irrigation,
surveillance and environmental were combined into one system. With an APN, this system can be remotely monitored
or controlled from any place in the world. The system is also accessible via the internet on a secure IPsec tunnel network.
This is a state of the art system for home owners with a lot of money. Take note, most of the equipment is industrial based,
more robust and reliable. The light system uses a C-Bus network that interfaces to the SCADA system with an OPC server.
Home Automation System - August 2012

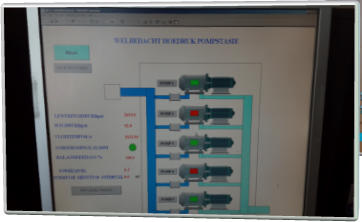
The project consisted of the replacement the old PLC to a new M340 system. The old panel was removed, new junction
boxes with new cables were supplied and installed. There were 5 pumps in total. WIC have set a new record at
Bloemwater. We replaced the complete system in five days,which consisted of new panels, junction boxes, instrumentation,
delivery valve and MV control. A new Adroit SCADA was also supplied. This project was done at the Caledon River,
Welbedacht Dam, High Lift pump station.
Pump Station Upgrade (Bloemwater) - March 2013








Target ROM Mill Resister Starter Automation - August 2015
An old resister starter for the ROM mill was upgraded. The control of the starter was done via a PLC to control
the start ans stop sequence of the starter. Thermal imaging was used to check hot connections before the
starter was commissioned.
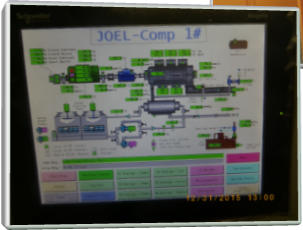
Joel GHH Compressor Upgrade - December 2015
A 4 MW compressor controls was upgraded from an old Siemens PLC to a Quantum PLC with automated excitation
control. The compressor surge protection was also done in the PLC. This was an end of the year project
commissioned at the 31 December at almost midnight.
Nyala Ore Loading and Tipping Motor Control - July 2015
Two electrical motor control units were developed for the application. At the loading area the MCC interfaced with
an Allen Bradley PLC. The PLC control the loading of the flasks. Conveyor belts start and stop in sequence for the
loading of the ore.
This was a DSM energy saving project to reduce the water flow through the fridge plant at Tshepong mine. The condensor
and evaporator water flow is controlled. 160 kW and 200 kW 550 VAC Schneider Electric VSDs’ were used. The VSDs’ were
controlled via the plant Allen Bradley Logix 5000 PLC via an IP communication module installed in the VSDs’.
DSM Fridge Plant VSD Water Flow Control - July 2014